發布日期:2022-04-26 點擊率:65
漆層外觀檢驗包括:缺漆(露底)、起泡、裂紋、脫落、銹痕、麻點、起皺、橘皮、針孔、顆粒、臟污、劃傷、砂紙紋、遮蓋不良、涂層光滑平整度、貼花不良等缺陷以及鮮映性、光澤參數。
涂膜外觀的檢測有目測法和光學測定法西類。目測法直接觀察涂膜表面有無缺陷;光學測定法是用各類光學儀器分別測量涂膜的光澤、鮮映性等。摩托車涂層外觀質量的檢驗在標準QC/T29117.3中進行了詳細的規定。
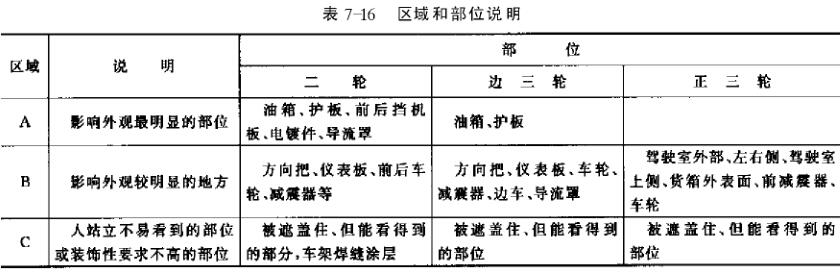
根據各涂裝表面對質量影響的程度,將摩托車表面劃分成A、B、C三個檢驗區域,區域和部位說明見表7-16。
按GB/T1743的規定檢測。摩托車區域不同,光澤度的要求也有所不同。光澤的測定可用光電光澤計、多角度分光電計等檢測5點以上,取平均值。
是指涂膜反映影像的清晰程度,以DOI值表示(DistinctnessofImage)。它主要是對高光澤涂層的平整性做進一步的等級評定。光源將圖像映射到涂層表面上,然后由涂膜反射到目鏡中,由人眼觀察被反射的圖像。
數碼板上有13排大小依次的數字,每排數字均有標準的DoI值。目前國家標準對不同區域部件的DoI值沒有具體規定,各摩托車廠家規定也不同。
常用的方法是與標準色樣板相比較。測顏色時應在標準規定的光線下進行對比。如目測法在天然散射光或cIE標準光源下將試樣與標準色板重疊1/4面積,眼晴與樣板成120°~140°進行對比。有些公司根據與標準色板有無差異及差異的顯著與否來劃分不同的等級。
涂膜厚度非常重要,對底材的保護起決定性作用。可在涂裝后立即對濕膜測定厚度,亦可在干燥后進行測量,比較常用的是干膜的測量。
在鋼鐵表面上的干膜厚度可用磁性測厚儀測定,在非鐵金屬表面上可用渦流測厚儀測定。具體要求根據GB/T1764規定,一般檢測5點以上,取平均值。
劃圈法按GB/T1720-1989進行,劃格法按GB/T9286-1988進行。
以鉛筆硬度或擺桿硬度為準。
按GB/T1740-1989進行。
一般來說,摩托車涂層要求72h鹽霧試驗不起泡、不脫落。
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV

型號:4139.140
價格:¥1600
庫存:6
訂貨號:4139140


