發布日期:2022-04-26 點擊率:97
發動機的外売一般為鋁合金壓鑄件。鋁是一種比較活潑的西性金屬,在鋁中加入其他元素制成鋁合金后,雖然機械強度提高了,但耐蝕性卻下降了,這就需要根據使用環境進行一定的表面處理。
凡毛坯件上有明顯的壓鑄裂紋、氣孔、冷格紋和磕碰等都能影響涂裝質量,缺陷的毛坯一律挑出;毛坯件上有大量的油污或脫模劑,應進行相應的脫脂處理;凡外觀尺寸、裝配面有嚴重缺陷者應進行分選隔高。
采用黏砂拋光布輪,砂料使用不小于180#的金剛砂。拋光時應防止大輪拋窄面,小輪拋究面,以免造成拋光痕。拋光打磨不到的部位應使用專用氣動工具,如刮刀、銼刀、砂紙等人工打磨,使零部件表面達到涂裝要求。操作過程中應輕拿輕放,避免磕碰機加工面。
有影響的螺孔應以100%保護,保護之后將工件放在拋丸機的轉盤上,進行噴丸處理,噴丸氣壓為0.4~0.5MPa。
玻璃丸粒度40日,噴丸時間3~5min,可將工件旋轉進行多次噴丸,直到噴好為止。噴丸角度以最大有效噴丸面積的角度為準,噴丸時壓力不易過高,否則會損傷基體表面。噴丸完畢后,取下護具,人工洗盡產品上的玻璃丸以及特殊工件盲孔中的鋁屑和玻璃丸。
工件在前處理后上掛時,應本者易于清洗、不損傷裝配面、不形成空氣袋為原則,同時應使用專用掛具,輕拿輕放。
對鋁合金件而言通常采用低堿度除油。其工藝參數為:脫脂劑5%~8%,游高堿度10點以下,pH=8~10,溫度為5()~60°C,處理時間為3~5min。生產過程中定期分析槽液濃度,適當補加藥劑,保持液面清?吉,定期更換、排放槽液。鋁合金堿性除油配方舉例如下。
NasP04l0~30g/LOP乳化劑2~3g/LNa2SiO33~5g/L
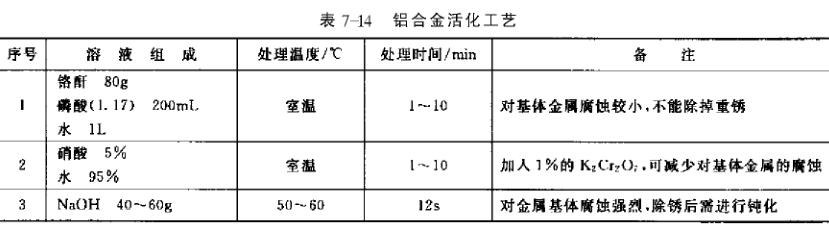
鋁合金屬于西性金屬,既可以用酸也可以用堿進行腐蝕。工藝參數為:活化
劑5%~8%,pH=1.5~3.5,常溫處理1~2min。活化后的工件應多次水洗,鋁合金活化工藝見表714。
也稱磷酸,鉻酸鹽處理。處理液的主要成分為磷酸、鉻酸,內含作為腐蝕劑的氟化物或其復合鹽,溶液的pH值為1.5~3.0。
通過該處理,在基體表面生成組成為A12O3·2CrP0,·8H2O的非晶膜,薄的處理膜適用于涂膜底層,厚的處理膜則具有良好的耐蝕性。在A1oding處理過程中,隨者槽液中Al3+高子的增加,其色澤會逐漸變淡,因此生產時應控制槽液中鋁高子的含量,填加F一高子進行配合。鋁合金A1oding處理工藝流程見表7-15。

經A1oding處理后的工件進行水洗后,在不低于80°c的熱水中清洗,處理時間1~2min,在溫度一定時盡量使用流動水,維持槽液pH值在6~7之間。
烘干前應盡量用不含油的壓縮空氣清理零部件表面的積水和部分盲孔中殘余的玻璃丸。在100~120°C下烘干15~20min。烘干后的產品使其自然或強制冷卻,嚴禁裸手或臟手角度模產品待涂面,以免影響涂膜附者力。
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV

型號:4139.140
價格:¥1600
庫存:6
訂貨號:4139140


