發布日期:2022-10-11 點擊率:174
引言
在工業4.0和"中國制造2025"背景下,制造業轉型升級,智能制造業已經邁入高速發展階段,工業機器人得到了廣泛應用。工業機器人可以應用在各種各樣的生產活動中,可以是在不同的單品生產線中,也可以是在不同的生產規模中,尤其是在一些柔性生產線上,其經常被使用。工業機器人具有精度高、靈活性強及可編程等特點,能適應復雜的工作環境,將工業機器人引入實際作業生產中實現生產自動化,不僅可以保證產品質量,提高生產效率,同時還避免了大量工傷事故的發生。
隨著PpL技術與網絡、機械等技術的不斷融合,PpL的應用范圍越來越廣,這也反過來促使PpL技術不斷朝多元素、多角度等綜合性應用的方向發展。本文將機器人控制技術和PpL控制技術相結合,分析數控銑床的加工工藝流程,設計數控銑床上下料控制系統,將工業機器人應用于數控銑床上下料中代替人工勞動,改變了傳統工業生產模式,帶動了工廠的轉型升級。
1系統總體設計
1.1上下料控制系統概述
西門子Cs-1200PpL設計緊湊、組態靈活,且具有功能強大的指令集,可用于控制各種各樣的設備以滿足自動化需求,使用PpL設計控制系統可靠性更高。為了滿足實際生產需求,并考慮系統運行穩定性,以西門子Cs-1233PpL和機器人為研究對象,將機器人和PpL控制技術相結合,設計基于廣數機器人的數控銑床上下料控制系統,應用于鋁合金門窗制造行業。
基于廣數機器人的數控銑床上下料系統主要是針對430~33mm長度鋁合金型材半成品銑孔加工而開發的,采用機器人實現上下料搬運,系統前端與鋁合金型材切割設備出料口連接,中間段有鏈式緩存設備,后端與數控銑床對接實現型材銑孔加工工序,還配備掃碼設備,各環節設備通過輸送線體連接實現連續生產,形成一條完整的自動化產線。
該系統不僅能實現型材自動加工和連續生產,提高機械生產效率和質量,而且能有效解決線上鋁合金型材的緩存煩瑣問題。
1.2上下料控制系統硬件結構設計
數控銑床上下料控制系統主要由以下幾部分組成:PpL控制器、觸摸屏、掃碼設備、鏈式緩存架、數控銑床以及工業機器人,其硬件拓撲圖如圖1所示。觸摸屏采用威綸通MT~102iE觸摸屏,用于操作整個系統、設置相關參數以及顯示系統異常信息。PpL采用西門子Cs-1214LPpL作為系統的核心控制器,下發控制指令控制型材的輸送,與數控銑床信號交互實現機器人抓取動作控制等。掃碼設備選擇基恩士CR-1333掃碼器,與PpL通過Profinet進行通信,用于掃描來料型材二維碼,識別讀取二維碼成功后,把型材條碼ID發送給PpL。機器人為廣州數控GCKRB75-2353機器人,機器人負責抓取輸送線體上待加工的型材到數控銑床進行銑孔加工,以及從數控銑床抓取已加工完成的型材。鏈式緩存架用于緩存待加工的鋁合金型材,解決線上鋁合金型材緩存煩瑣的問題,當型材沒來得及加工或者數控銑床出現故障時,型材會先被緩存到鏈式緩存架上,待數控銑床空閑時再進行銑孔加工。數控銑床為飛幕ADIRC數控銑床,當型材被抓取到加工工位時,根據型材的二維碼ID和加工文件數據匹配進行銑孔加工,銑孔加工完成后再由機器人抓取進行下料。
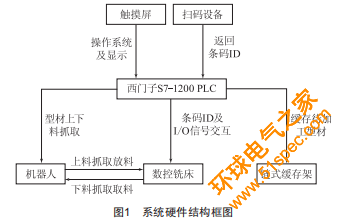
基于廣數機器人的數控銑床上下料控制系統從鋁合金型材來料輸送、中間緩存、加工上料、加工下料到出料輸送全程采用機械化,無須人工搬運,減少了中間環節,對提高生產的自動化水平起到了重要作用,還能降低人力勞動成本。更重要的是,鋁合金型材精度和表面質量大大提高,改善了產品質量。
2系統軟件設計
2.l控制系統功能設計
機器人系統具有很強的柔性,可以滿足不同種類產品的生產,采用機器人上下料能有效降低用工成本和提高生產效率。在傳統的數控銑床作業流程中引入機器人,對作業流程和控制方法加以改進,設計出新的控制流程。數控銑床上下料控制系統控制流程圖如圖2所示。
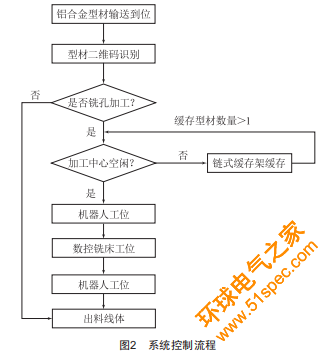
首先,鋁合金型材被輸送到位后,掃碼器設備讀取型材上的二維碼信息,系統先根據型材條碼信息(條碼ID和加工數據位數據)判斷型材是否需要進行銑孔加工。其次,如果不需要加工則通過出料線體輸送出料;若型材需要進行銑孔加工,則先判斷數控加工中心是否有空閑的工位,若加工中心無空閑工位,則型材被輸送至鏈式緩存架進行緩存。再次,鏈式緩存架緩存型材數量大于1時,也進行是否有空閑加工工位的判斷,若加工中心有空閑工位,則把型材通過線體輸送至相應機器人工位。最后,當機器人工位有等待抓取的鋁合金型材時,機器人把型材抓取到數控銑床加工工位進行銑孔加工,待加工完成后機器人再從銑床加工工位把型材抓取至機器人工位,由輸送線體輸送至出料線體出料。如此往復循環,即可完成數控銑床上下料工序,從而提高設備加工效率。
2.2機器人控制流程設計
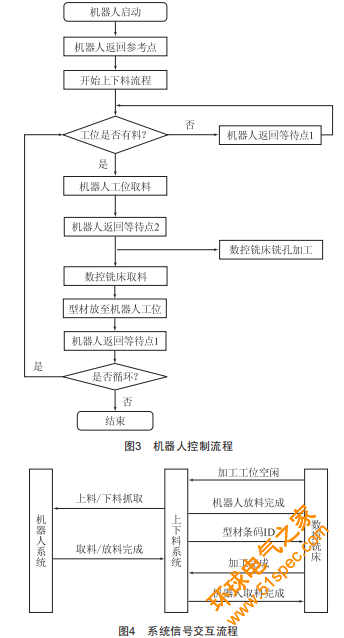
機器人通過示教器控制工具末端達到指定的位置和姿態,記錄機器人位姿數據并編寫機器人運動指令,完成機器人在正常運行加工中的軌跡規劃及位姿等關節數據記錄[5]。機器人實際運行時通過示教路徑軌跡再現方式,用最優路徑運動實現數控銑床自動上下料加工任務,能高效完成配合動作,節省上下料搬運時間。根據數控銑床上下料控制系統控制功能要求,對機器人上下料控制流程進行設計,如圖3所示。
3系統通信設計
3.l系統間信號交互設計
數控銑床上下料控制系統在博圖V16編程平臺上編寫PLC程序,PLC與機器人通過ModbusTCP進行通信,數控銑床與上下料系統PLC通過I/o方式通信,通過信號交互實現系統間的聯通。數控銑床上下料控制系統信號交互流程如圖4所示。
首先,當數控銑床空閑時,給PLC系統發送加工工位空閑信號。然后,待加工型材物料到位時,PLC給機器人發送上料抓取信號,機器人抓取型材至數控銑床,機器人反饋放料完成信號給PLC,PLC把此信號傳給數控銑床,同時PLC把該型材條碼ID發送給數控銑床工控系統。最后,數控銑床獲取到條碼1D數據后,與生產加工單數據匹配進行銑孔加工,加工完成時,數控銑床給PLC發送加工完成信號,PLC收到此信號后把該信號傳給機器人,機器人到數控銑床抓取已加工的型材放至輸送線體,并反饋取料完成信號給PLC,PLC再把機器人取料完成信號反饋給數控銑床。
3.2ModbusTCP通信設計
施耐德公司于1996年推出了基于以太網TCP/IP的Modbus協議![]() Modbus/TCP[6]。目前,Modbus已經成為工業領域最流行應用最廣泛的真正開放標準的網絡通信協議。上下料控制系統中西門子s7-1200PLC與廣州數控機器人采用ModbusTCP通信方式,PLC作主站,機器人作從站,兩者之間通過s7-1900CP2上的Profinet端口進行通信,不需要增加額外的通信模塊。PLC通過MBCL1一ET指令對機器人進行數據讀寫操作,ModbusTCP通信程序如圖5所示。
Modbus/TCP[6]。目前,Modbus已經成為工業領域最流行應用最廣泛的真正開放標準的網絡通信協議。上下料控制系統中西門子s7-1200PLC與廣州數控機器人采用ModbusTCP通信方式,PLC作主站,機器人作從站,兩者之間通過s7-1900CP2上的Profinet端口進行通信,不需要增加額外的通信模塊。PLC通過MBCL1一ET指令對機器人進行數據讀寫操作,ModbusTCP通信程序如圖5所示。
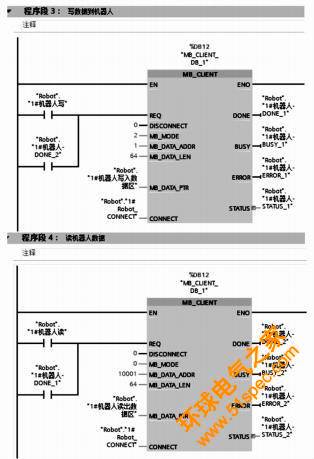
圖5ModbusTCP通信程序
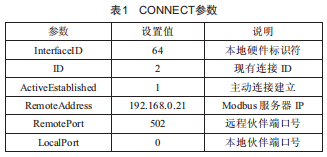
在參數設置時,當MBM0DE模式為9時,把MBDATAPTR數據區數據寫入到機器人系統:當MBM0D一模式為0時,把機器人系統數據讀取到MBDATAPTR數據區。C0EE一CT參數為連接伙伴)機器人)參數,存放在"Robot"DB數據塊中,C0EE一CT參數設置如表1所示。
4結語
針對數控銑床銑孔加工工藝要求,通過優化改進,利用PLC控制技術,采用廣州數控機器人上下料搬運,設計出了基于廣數機器人的數控銑床上下料控制系統。該系統已在門窗制造行業某門窗廠銑床加工工序實際生產中得到應用,經過實際驗證,系統硬件和軟件結構可行性高,系統穩定性好,能取代傳統人工操作模式,實現用機器人上下料來控制設備加工節拍,減少人工誤差,極大地提高生產效率。
下一篇: PLC、DCS、FCS三大控
上一篇: 某產品動力系統可靠性


