發布日期:2022-10-09 點擊率:59 品牌:GM11
 測厚儀">點擊圖片查看GM100價格及其詳細資料
測厚儀">點擊圖片查看GM100價格及其詳細資料
標智GM100超聲波測厚儀是一款智能化手持式超聲波測厚儀, 采用微處理器控制,利用超聲波測量原理, 能夠快速、無損傷、精確地測量多種材料的厚度及聲速。 此儀器可用在工業生產領域中對各種材料或零件作精確測量, 還可以對生產設備中各種管道和壓力容器進行監測, 能夠及時準確的測出各種零件在使用過程中受腐蝕后的減薄程度。 還可廣泛用于制造業、金屬加工業、商檢等檢測領域。凡是超聲波能以恒定速度傳播且對背面產生的反射波可分辨的各種材料均適用于此儀器。
1 .適用范圍金屬、塑料、陶瓷、玻璃及其他任何超聲波的良導體, 只要有上、下平行的兩個表面, 即可用此儀器測量厚度,例如:鋁、銅、金、樹脂、水、甘油等。鑄鐵因其內部晶粒過于粗大, 不宜使用本儀器!
2.基本原理
測厚儀由發射電路、接收電路、高頻振蕩器、計數門、計數器、中央處理器、 鍵盤、 顯示器等部分組成。 其原理與光波測量原理相似。探頭發射的超聲波脈沖到達被測物體并在物體中傳播, 到達材料分界面時被反射回探頭, 通過精確測量超聲波在材料中傳播的時間來確定被測材料的厚度。 工作過程圖:

3.1基本配置:
主機1臺;
探頭:標配1支(Φ10mm5MHz),
選配1支(Φ1 0mm2.5MHz);
耦合劑1瓶(50ml)
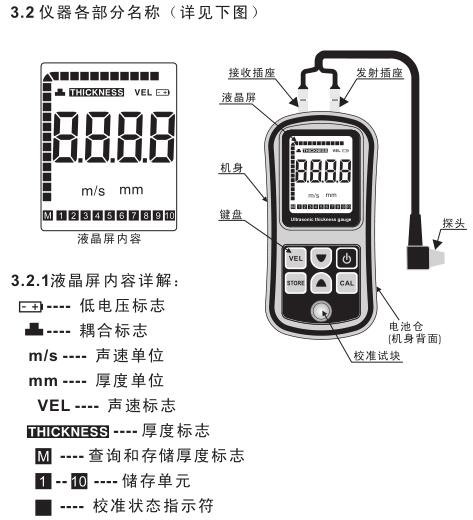
3.2儀器各部分名稱 (詳見下圖)
1.對于工作面積大于或等于探頭面積的工件, GM100超聲波測厚儀均可測量, 但對細長件進行軸向測量或工作側面不是垂直于測試面的平面時, 測試面不宜過小, 否則可能引起誤差。率半徑的要求為R≥10mm, 工作壁厚≥3mm。
3.本儀器對被測工件粗糙度的要求很寬, 一般情況下, 使用我司標準配置的探頭均可準確測量, 但如果由于銹蝕嚴重或其它原因造成粗糙度過大, 將有可能造成誤差, 這種情況下應設法減小粗糙度或選用頻率為2.5MHz的探頭。 若探頭損壞, 可向本公司或各地代理處購買。
4.材料的厚度與超聲波傳播的速度都會受溫度的影響。 對于一般精度要求的測量, 環境溫度的影響可忽略不計。另外由于探頭表面材料為丙烯樹脂, 出于對探頭的保護和精確度保證,工作環境的表面溫度不得高于60℃,否則探頭不能使用。
5.工作環境: 工作溫度: 0~40℃ 相對濕度:<90% 工件溫度:<60℃儀器工作時確保無強烈振動、 無腐蝕性介質。嚴格避免碰撞、 潮濕等。
1.清潔表面
測量前應清除被測物體表面所有的灰塵、 污物及銹蝕物,鏟除油漆等覆蓋物。
2.降低粗糙度
過份粗糙的表面會引起測量誤差, 甚至儀器無讀數。 測量前應盡量使被測材料表面光滑, 可使用砂、磨、拋、銼等方法, 還可使用高粘度耦合劑。
3.粗機加工表面:
粗機械加工的表面 (如車床或創床) 所造成的有規則的細槽也會引起測量誤差, 彌補方法同四-2; 另外調整探頭串音隔層板 (穿過探頭底面中心的金屬簿層) 與被測材料細槽之間的夾角 (正交或平行) 也可能取得較好效果。
4.測量圓柱型表面:
測量圓柱型材料, 如管子、 油桶等, 選擇探頭串音隔層板與被測材料軸線之間的夾角至關重要。 簡單地說, 將探頭與沿與被測材料軸線方向垂直地緩慢搖動探頭, 屏幕上的讀數將有規則地變化,選擇讀數中的最小值,作為材料的準確厚度。選擇探頭串音隔層板與被測材料軸線交角方向的標準取決于材料的曲率, 直徑較大的管材, 選擇探頭串音隔層板與管子軸線垂直; 直徑較小的管材, 則選擇與管子軸線平行和垂直兩種測量方法, 取讀數中的最小值作為測量厚度。
5. 復合外形:
當測量復合外形的材料(如管子彎頭處)時可采用四-4介紹的方法,所不同的是要進行二次測量,分別讀取探頭串音隔層板與軸線垂直與平行時的兩個數值,其較小的一個數作為該材料在測量點處的厚度。
6. 不平行表面:
為了得到一個令人滿意的超聲響應,被測材料的另一表面必須與被測面平行或同軸,否則將引起測量誤差或根本無讀數顯示。
7. 材料的溫度影響:
材料的厚度與超聲波傳播速度均受溫度的影響,若對測量精度要求較高時,可用相同材料的試塊在相同溫度條件下分別測量,計算出溫度對該材料的測量誤差,提供參數去校正它,對于鋼鐵來說,高溫將引起較大的誤差(測量讀數小于實際數據),也可用此法來補償校正。
8. 大衰減材料:
對于一些如纖維、多孔、粗粒子材料,它們會造成超聲波的大量散射和能量衰減,以致出現反常的讀數甚至無讀數(通常反常的讀數小于實際厚度),在這種情況下,則說明該材料不適于用此測厚儀測試。
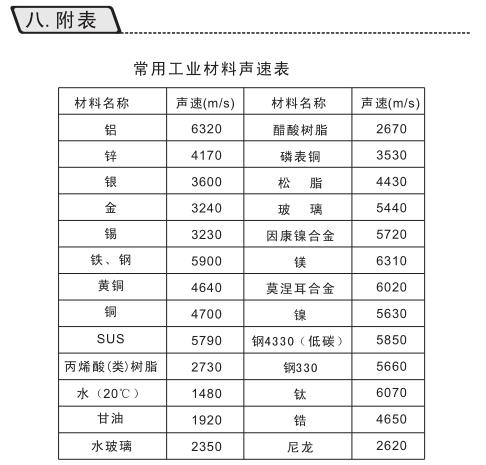
9. 參考試塊:
為了校準儀器,一種已知厚度的被測材料或已知的聲速是很重要的。校準儀器至少需要一個參考試塊。本超聲波測厚儀機殼上配置有一厚度為4.0mm鋼質試塊,校準方法見本說明書第三章第2節內容。對于不同材料在不同條件下進行精確測量, 僅靠隨機配置測量就越精確, 理想的參考試塊將是一組被測材料的微觀結構、熱處理條件、粒子方向、表面粗糙度等)。為在大部分情況下, 只要使用一個參考試塊就能得到令人滿近的厚度。 取均勻被測材料用千分尺測量后就能作為一個試當測量薄材料時, 它的厚度接近于探頭測量下限時, 可用試塊來確定準確的低限 (鋼的測量下限為1.2mm) 。 不要測量低于下限厚度的材料。 如果一個厚度范圍是可以估計的。
當被測材料較厚時, 特別是內部結構較為復雜的合金等,大部分鍛件和鑄件的內部結構具有方向性, 在不同的方向與被測材料相同方向的內部結構, 聲波在試塊中的傳播方向在一定情況下, 查已知材料的聲速表, 可代替參考試塊,中的數值與實際測量有別, 這是困為材料的物理及化學情況此超聲測厚低儀具有測量聲速的功能, 故可先測量出聲速(方法見本說明書第三章第5節) , 再以此聲速對工件進行
1.超薄材料
使用任何超聲波測厚儀, 當被測材料的厚度降到探頭使用下限以下時, 將導致測量誤差, 必要時, 最小極限厚度可用試塊比較法測得。
當測量超薄材料時, 有時會發生一種稱為 “雙重折射”的錯誤結果, 它的結果是測得值等于實際厚度的兩倍, 另一種錯誤結果被稱為“脈沖包絡、循環跳躍”, 它的結果是測得值大于實際厚度, 為防止這類誤差, 測臨界薄材時應重復測量核對。
2. 銹斑、腐蝕凹坑等
被測材料另一表面的銹斑凹坑等將引起讀數無規則地變化, 在極端情況下甚至無讀數, 很小的銹點有時是很難發現的。 當發現凹坑或感到懷疑時, 這個區域的測量就得十分小心, 可選擇探頭串音隔層板不同角度的定位來作多次測試。
3. 材料識別錯誤
當用一種材料校正了儀器后, 又去測試另一種材料時, 將發生錯誤的結果, 應注意選擇正確的聲速。 或者,實際測試時的聲速與校正時的聲速有一定偏差時,也可能造成誤差,使用時請注意調整。
4. 探頭的磨損
探頭表面為丙烯樹脂, 長期使用會使粗糙度增高, 導致靈敏度下降, 用戶在可以確定為此原因造成誤差的情況下, 可用500#砂紙或油石少量打磨探頭表面使其平滑并保證平行度。如仍不穩定, 則需更換探頭。
5. “CAL”鍵的使用
此鍵只能用于將探頭耦合在儀器面板上的標準試塊上進行測量錯誤。
6.層迭材料、復合材料
要測量未經耦合的層迭材料是不可能的, 因超聲波無法穿所以用超聲反射原理測量厚度的儀器均不適于測量層迭材料
7. 金屬表面氧化層的影響
有些金屬可在其表面產生較致密的氧化層,例如鋁,這層氧化層與基體間結合緊密,無明顯界面,但超聲波在這兩種物質中的傳播速度是不同的,故會造成誤差,且氧化層厚度不同誤差的大小也不同,請用戶使用時加以注意,可以在同一批被測材料中選擇一塊用千分尺或卡尺測量制成樣塊,對儀器進行校準。
8.反常的厚度讀數
操作者應具備辨別反常讀數的能力, 通常銹斑、 腐蝕凹坑、都將引起反常讀數。 解決方法可參考本說明書第五章第2、 3節。
9. 耦合劑的使用和選擇
耦合劑是用來傳遞探頭與被測材料之間的高頻超聲能量的。若選擇種類或使用方法不當將有可能造成誤差或耦合標志閃爍,無法測值。耦合劑應適量使用,涂抹均勻。各種配方的耦合劑各地均有售。 也可向本公司或代理處購買。
10. 探頭護套
測曲面時, 采用曲面探頭護套, 可較精確測量管道類曲面材料的厚度, 探頭護套屬選購件,可向本公司(或代理處)購買。
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV


